Outils de poinçonnage LSA
Incontournables dans les baies de brassage, les armoires de rue et les centres de données, les outils de poinçonnage LSA garantissent des performances électriques optimales tout en autorisant les modifications ultérieures du câblage. Découvrez notre sélection d'outils professionnels adaptés à tous vos projets d'infrastructure réseau.





Qu'est-ce qu'un outil de poinçonnage LSA ?
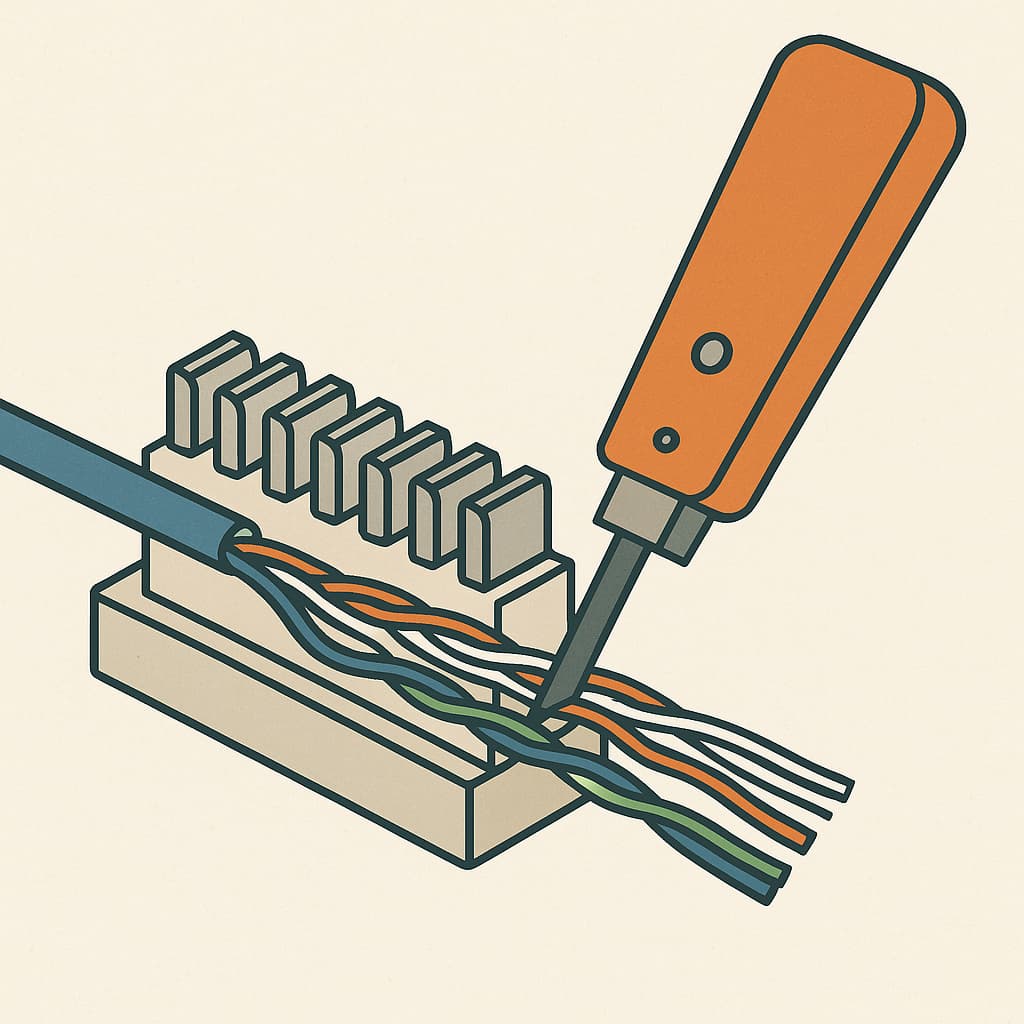
Un outil de poinçonnage LSA permet d'établir des connexions rapides et fiables sur les blocs de raccordement des réseaux cuivre. Ces dispositifs spécialisés réalisent simultanément trois opérations : la perforation de l'isolant du conducteur, l'insertion du fil dans la borne de connexion et la coupe de l'excédent de câble.
Les blocs LSA équipent massivement les baies de brassage, les répartiteurs téléphoniques et les armoires de rue. Leur conception permet de raccorder plusieurs centaines de paires cuivre de manière organisée et démontable.
Principe de la technologie LSA (Lötfrei, Schraubfrei, Abisolierfrei)
L'acronyme allemand LSA signifie littéralement "sans soudure, sans vis, sans dénudage". Cette technologie révolutionne les méthodes de raccordement traditionnelles en supprimant les étapes fastidieuses de préparation.
Le principe repose sur une lame de coupe intégrée dans chaque borne de connexion. Cette lame tranche l'isolant du conducteur lors de l'insertion, établit le contact électrique par déformation contrôlée du métal et coupe automatiquement la partie excédentaire du fil. La connexion obtenue présente une résistance électrique minimale et une tenue mécanique optimale.
Les blocs LSA standardisent les dimensions et l'espacement des bornes selon les normes européennes. Chaque position accepte un conducteur de diamètre 0,4 à 0,65 mm, soit les sections couramment utilisées en câblage réseau et téléphonie.
Différence entre poinçonnage, sertissage et IDC classiques
Le poinçonnage LSA se distingue nettement des autres techniques de raccordement par sa simplicité d'exécution et sa réversibilité.
Le sertissage traditionnel nécessite une pince spécialisée pour déformer une cosse métallique autour du conducteur préalablement dénudé. Cette méthode produit une connexion permanente mais exige plusieurs outils et manipulations successives.
Les connexions IDC (Insulation Displacement Connection) classiques utilisent le même principe que les LSA mais avec des géométries différentes. Les connecteurs RJ45, par exemple, emploient des lames IDC pour percer l'isolant des conducteurs lors du sertissage. Cependant, ces connexions restent définitives une fois réalisées.
Le poinçonnage LSA offre l'avantage unique de permettre le démontage sans détérioration du conducteur ni de la borne. Un simple mouvement de levier libère le fil, autorisant les modifications ultérieures du câblage. Cette caractéristique facilite grandement la maintenance et l'évolution des installations.
L'outil de poinçonnage intègre généralement un ressort de rappel et un système de guidage pour garantir la profondeur d'insertion optimale. Certains modèles disposent d'un mécanisme d'armement préalable qui libère l'énergie stockée d'un coup sec, assurant une connexion homogène même sur des blocs difficiles d'accès.
À quoi servent-ils ?
Les outils de poinçonnage LSA interviennent dans de nombreuses situations du câblage réseau, depuis l'installation initiale jusqu'aux opérations de maintenance quotidiennes. Leur polyvalence en fait des équipements incontournables pour les techniciens réseau, les installateurs et les équipes de support informatique.
Raccordement de câbles Ethernet sur blocs de connexion
Les répartiteurs et panneaux de brassage constituent l'épine dorsale des infrastructures réseau modernes. Ces équipements concentrent des centaines de liaisons cuivre sur des espaces réduits grâce aux blocs LSA. L'outil de poinçonnage permet de raccorder rapidement les câbles Cat5e, Cat6 et Cat6A selon le plan de câblage défini.
Dans les baies de communication, chaque câble horizontal provenant des postes de travail se termine sur un bloc LSA du répartiteur. L'opérateur utilise l'outil pour insérer les huit conducteurs du câble Ethernet dans les bornes correspondantes, en respectant le code couleur T568A ou T568B. Cette méthode garantit des connexions électriquement parfaites sans risque de court-circuit entre paires adjacentes.
Les jarretières de brassage relient ensuite les blocs LSA aux équipements actifs (commutateurs, routeurs). Cette architecture modulaire facilite les reconfigurations réseau et isole les équipements sensibles des manipulations de câblage.
Maintenance et tests de réseaux cuivre
Les pannes réseau nécessitent souvent des interventions directes sur les points de concentration. L'outil de poinçonnage LSA permet de déconnecter temporairement certaines liaisons pour isoler un défaut ou modifier un routage. Cette capacité de démontage sans dégradation distingue la technologie LSA des connexions définitives.
Les opérations de recâblage partiel bénéficient également de cette souplesse. Lorsqu'un conducteur présente une défaillance, le technicien peut le remplacer individuellement sans refaire l'ensemble de la connexion. Cette approche économise du temps et préserve les liaisons fonctionnelles.
Les campagnes de mesure sur réseaux installés requièrent parfois l'accès direct aux conducteurs. L'outil LSA permet d'insérer temporairement des sondes de test ou des adaptateurs de mesure sur les blocs de répartition. Ces manipulations restent invisibles pour les utilisateurs finaux et n'affectent pas le fonctionnement du réseau.
Déploiement en baie ou sur plate-forme terrain (FTTx, data center, bureautique)
Les centres de données concentrent des milliers de connexions cuivre sur des espaces optimisés. Les techniciens utilisent les outils de poinçonnage LSA pour assembler rapidement les répartiteurs haute densité, respecter les délais de mise en service et maintenir la qualité électrique des liaisons même en environnement dense.
Les déploiements FTTx combinent souvent fibres optiques et liaisons cuivre pour la distribution finale. Les sous-répartiteurs de rue intègrent des blocs LSA pour raccorder les derniers mètres en paire torsadée vers les abonnés. L'outil de poinçonnage résiste aux conditions extérieures et permet les interventions de dépannage sur site.
Dans les environnements bureautiques, les modifications fréquentes de postes de travail génèrent de nombreuses opérations de rebrassage. L'outil LSA facilite ces reconfigurations en permettant de changer l'affectation des prises murales sans intervention lourde sur le câblage horizontal. Les équipes informatiques internes apprécient cette autonomie pour les petites modifications.
Guide pas-à-pas
La maîtrise du poinçonnage LSA repose sur une méthode rigoureuse et des gestes précis. Chaque étape conditionne la qualité finale de la connexion et sa longévité dans le temps.
Préparation du câble (dégainage, dressage)
La préparation du câble détermine largement la réussite de l'opération de poinçonnage. Le dégainage s'effectue sur une longueur de 5 à 8 centimètres selon la configuration du bloc LSA et l'espacement des bornes. Un dégainage trop court complique le positionnement des conducteurs, tandis qu'un excès de longueur crée des boucles parasites.
L'utilisation d'un dégainoir professionnel évite les entailles accidentelles sur l'isolant des paires. La lame circulaire découpe proprement la gaine extérieure sans endommager les conducteurs internes. Les modèles ajustables s'adaptent aux différents diamètres de câbles rencontrés.
Le dressage des conducteurs suit immédiatement le dégainage. Cette opération consiste à séparer délicatement les quatre paires torsadées et à les disposer selon l'ordre requis par le schéma de câblage. La torsade naturelle des paires doit être préservée au maximum près du bloc LSA pour maintenir les performances électriques.
Les conducteurs se positionnent parallèlement sans croisement ni superposition. Leur longueur individuelle s'ajuste pour que chaque fil atteigne sa borne de destination sans tension excessive. Un léger excès facilite les manipulations ultérieures et compense les tolérances de fabrication.
Positionnement sur le bloc LSA
Le bloc LSA présente une géométrie standardisée avec des repères visuels pour faciliter le positionnement. Les bornes se numérotent généralement de 1 à 8 ou suivent un code couleur correspondant aux standards T568A ou T568B. La lecture attentive de ces marquages évite les erreurs de raccordement.
Le maintien du câble s'effectue d'une main ferme pendant que l'autre manipule l'outil de poinçonnage. La gaine extérieure du câble se positionne au plus près du bloc pour minimiser la longueur de conducteurs apparents. Cette précaution réduit les perturbations électromagnétiques et améliore l'aspect esthétique de l'installation.
Chaque conducteur se place perpendiculairement à sa borne de destination, sans contrainte mécanique excessive. L'isolant coloré doit rester visible jusqu'à l'entrée de la fente LSA pour permettre les vérifications ultérieures. Les paires adjacentes conservent leur écartement naturel pour éviter la diaphonie.
Poinçonnage et coupe simultanée
L'outil de poinçonnage se positionne verticalement au-dessus de la borne LSA visée. L'alignement parfait entre l'extrémité de l'outil et la fente de connexion garantit une insertion correcte du conducteur. Les modèles équipés d'un guide optique ou d'un système de centrage automatique facilitent cette opération.
La pression s'exerce d'un mouvement ferme et régulier jusqu'au déclenchement du mécanisme. Un déclic caractéristique signale la fin de course et la coupe automatique de l'excédent de conducteur. La force nécessaire varie selon les fabricants mais reste généralement modérée pour éviter la fatigue lors des séances prolongées.
Le retrait de l'outil s'effectue verticalement pour ne pas perturber la connexion fraîchement établie. Le conducteur apparaît alors parfaitement inséré dans la borne, avec ses extrémités coupées à ras. L'absence de brins métalliques saillants confirme la réussite de l'opération.
Cette séquence se répète pour chacun des huit conducteurs du câble Ethernet, en respectant scrupuleusement l'ordre des couleurs défini par le standard choisi. La régularité du geste améliore la qualité et accélère la cadence de travail.
Contrôles de continuité et de performance
Testeurs de paires cuivre
La vérification électrique suit immédiatement le poinçonnage pour détecter d'éventuelles anomalies. Les testeurs de continuité basiques vérifient la présence d'un signal sur chaque conducteur et détectent les courts-circuits entre paires adjacentes. Ces appareils compacts s'utilisent facilement sur site et fournissent un diagnostic rapide.
Les analyseurs de performance plus sophistiqués mesurent les paramètres électriques complets de la liaison : affaiblissement, diaphonie, impédance caractéristique et délai de propagation. Ces mesures comparées aux seuils normatifs valident la conformité de l'installation aux standards Cat5e, Cat6 ou Cat6A.
La certification complète d'une liaison nécessite des mesures aux deux extrémités du câble. Les testeurs professionnels intègrent cette fonctionnalité avec un module distant qui automatise les séquences de test. Les résultats s'enregistrent automatiquement pour constituer la documentation technique de l'installation.
Inspection visuelle et mécano-galvanique
L'examen visuel des connexions LSA révèle de nombreuses informations sur leur qualité. Les conducteurs correctement insérés présentent un contact métallique brillant sans trace d'oxydation ni de déformation excessive. L'isolant coloré reste visible de part et d'autre de la borne pour confirmer l'identité de chaque fil.
Les défauts mécaniques se détectent facilement à l'œil nu : conducteur mal enfoncé, brins sectionnés, torsades détendues ou croisements parasites. Ces anomalies nécessitent une correction immédiate car elles évoluent défavorablement dans le temps sous l'effet des variations thermiques et des vibrations.
Le test de traction légère vérifie la tenue mécanique de chaque connexion. Un conducteur correctement poinçonné résiste à une force de plusieurs newtons sans se déloger de sa borne. Cette manipulation délicate s'effectue avec précaution pour ne pas endommager une connexion fonctionnelle.
Bonnes pratiques de sécurité
Gestion ESD (décharges électrostatiques)
Les équipements électroniques modernes présentent une sensibilité croissante aux décharges électrostatiques. Le port d'un bracelet antistatique relié à la masse protège les composants sensibles pendant les interventions sur les répartiteurs actifs. Cette précaution devient indispensable dans les environnements secs ou lors du port de vêtements synthétiques.
La mise à la terre des équipements s'effectue avant toute manipulation. Les baies métalliques offrent généralement des points de connexion dédiés à cet usage. L'utilisation de tapis antistatiques complète la protection pour les interventions prolongées ou les travaux d'atelier.
Le stockage des outils dans des contenants conducteurs évite l'accumulation de charges statiques. Les mallettes métalliques ou les sachets antistatiques préservent l'intégrité des équipements sensibles pendant le transport.
Port d'EPI (gants, lunettes)
Les fragments de conducteur projetés lors de la coupe automatique présentent un risque pour les yeux. Le port de lunettes de protection devient obligatoire lors des séances intensives de poinçonnage ou dans les espaces confinés où les ricochets sont probables.
Les gants de protection fine préservent les mains des coupures sur les extrémités métalliques tout en conservant la dextérité nécessaire aux manipulations précises. Les modèles antistatiques combinent protection mécanique et électrostatique.
L'éclairage suffisant de la zone de travail réduit la fatigue visuelle et améliore la précision des gestes. Les lampes frontales libèrent les mains pour les manipulations while providing optimal illumination of the work area.